
Infusion Tech – La storia
L’infusione è considerato un processo relativamente recente. Nel 1959 venne depositato un brevetto americano per la produzione di piscine in fibra di vetro (GRP, Glass Reinforced Plastic) utilizzando un sistema di distribuzione della resina. Agli inizi degli anni ’80 la Lotus Cars utilizzò un processo analogo per la produzione di parti di carrozzeria. Negli stessi anni, una delle prime applicazioni in campo nautico fu una serie di yachts RORC One Design prodotti da Jeremy Rogers in Lymington, Inghilterra.
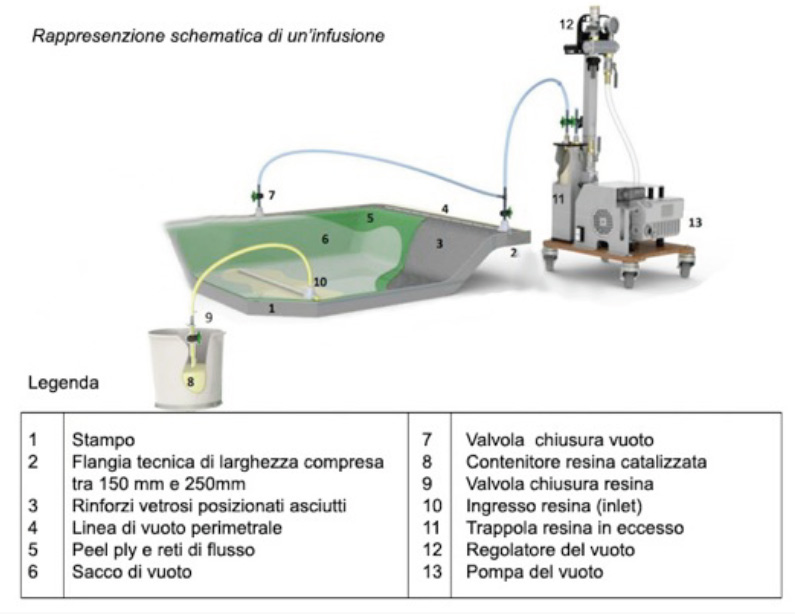
Principali aspetti dell infusione:
Cosa si può ottenere passando all’infusione
 Processo a basse emissioni di stirene e acetone
Processo a basse emissioni di stirene e acetone- Processo standardizzabile e ripetibile
- Composito a caratteristiche performanti
- Riduzione di peso
- Riduzione di tempi e costi
Qualità del composito
Corretto rapporto resina/fibra
Spessori costanti
No utilizzo di mastici o bonder per il fissaggio del core
Assenza di bolle d’aria interlaminari
Migliori proprietà meccaniche del laminato dovute alla compressione uniforme esercitata dal sacco di
vuoto.
L’ambiente di lavoro
- Basse emissioni di stirene nell’aria
- Maggiore pulizia
- Riduzione dei costi per D.P.I. e attrezzature di trattamenti fumi
- Ergonomia
- No contatto con resina da parte dei lavoratori
- Riduzioni malattie professionali (tunnel carpale, etc…)

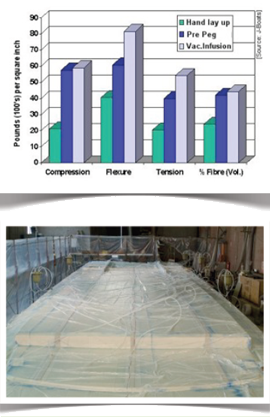
Comparazione con i principali processi:
Attention: The internal data of table “1” is corrupted!